


 扫一扫
扫一扫

上海喷砂加工厂发货及时")

上海喷砂加工厂发货及时")
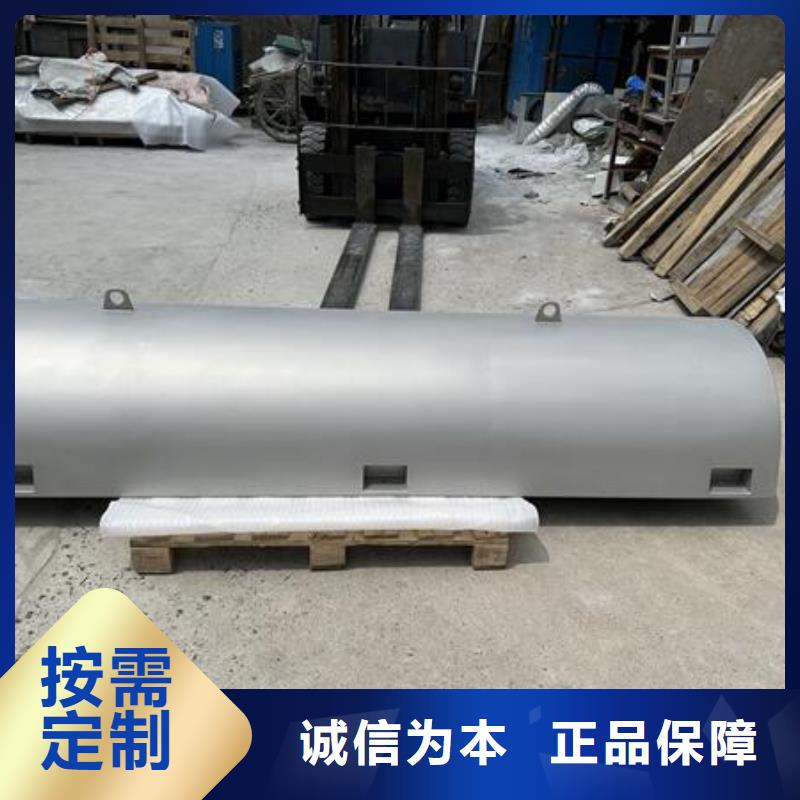
我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。表面喷砂处理(元开)机械设备有限公司将一如既往的严格执行各项标准,不断提高 玻璃喷砂加工、产品质量和服务,使我们的 玻璃喷砂加工、产品成为您的选择,愿我们用优质的 玻璃喷砂加工、产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。

上海喷砂加工厂发货及时")
上海喷砂加工厂发货及时")
上海喷砂加工厂发货及时")
上海喷砂加工厂发货及时")
上海喷砂加工厂发货及时")
上海喷砂加工厂发货及时")

表面喷砂处理(元开)机械设备有限公司占地7000平米,我们拥有一支年轻、敏锐、朝气蓬勃、志向远大的 玻璃喷砂加工、团队。在疾驰而来的移动互联时代,我们秉承、敬业、激情、创新的发展理念,坚持以客户为本、以信用为先的服务准则,以自身擅长移动端开发的优势,用心解决用户迫切、实际的需求,以完善的 玻璃喷砂加工、产品、强大的技术为用户提供的服务。 品牌精神 高端、前沿、、求实 核心价值观 立足客户:致力于客户的满意与成功 创新求实:基于事实,敢于想象,勇于探索,

技术支持:cnwbgg.com