宁波 本地 【方管】,Q355B无缝钢管精选厂家好货视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:宁波 本地 【方管】,Q355B无缝钢管精选厂家好货的图文介绍
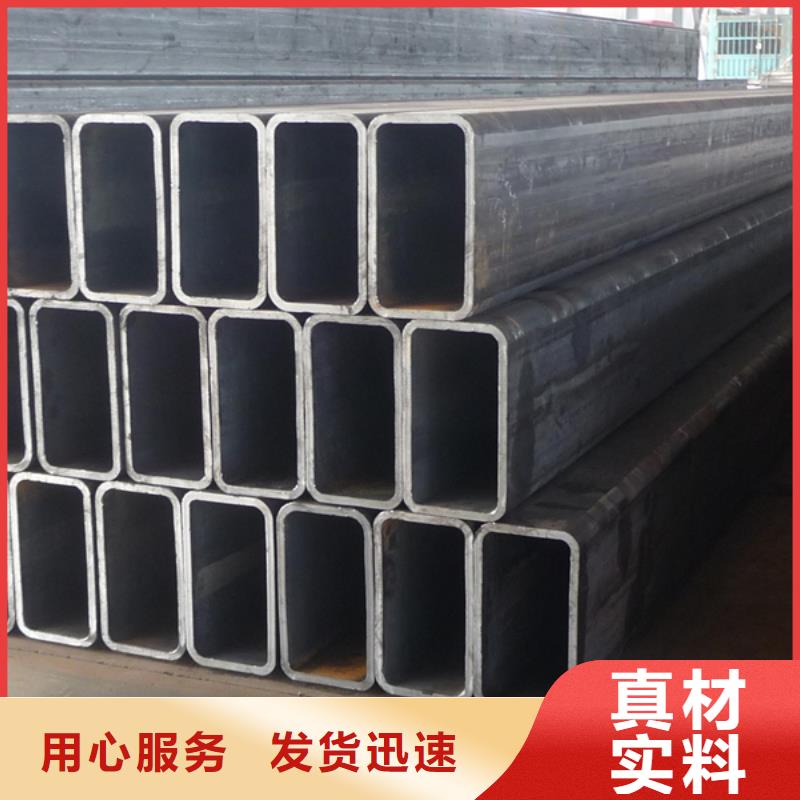
作为我们现代生活当中比较常见的装修施工材料,宁波方管应用可以说是非常广泛,而且由于表面进行镀锌处理,所以防腐功能就能够达到更好的标准,耐腐蚀效果可以得到更好的发挥,在建筑工程当中进行应用,这样就可以有非常好的应用效果,也能够发挥出很好的使用意义。 由于宁波方管在表面进行了高端的镀锌处理,所以就能够具有很好的耐候性和耐腐蚀性,宁波方管在建筑工程中的应用知识,不仅可以让使用强度变得更高,而且能够避免出现老化的情况,因为镀锌处理之后,可以在各种极端环境的正常使用,不仅可以让使用范围得到极大扩展,而且可以让工程稳定性得到提升,满足各种施工工程要求。尤其是在建筑工程当中,例如各种钢铁建设项目,还有钢结构建筑工程等等,在更广泛的建筑工程中,都可以通过镀锌钢管这种材料来进行使用,不仅可以具有很好的防护功能,而且抗腐蚀性比较高,自然就可以让使用寿命更长,能够让整体经济性得到展现,这对于施工工程的经济成本控制,也会有更好的促进效果和意义。 以上就是宁波方管在建筑工程中的应用效果介绍,既可以有很好的保护功能,也可以具有更稳定的使用效果,重要的就是由于经过镀锌处理,宁波方管在建筑工程中的应用知识,耐腐蚀性比较高,所以不容易出现腐蚀变形的情况,在工程当中应用也可以达到更安全的使用效果和意义。


宁波方管是什么,相信有很多人还不是非常的了解,这实际上就是一种利用冷轧或者是热轧方式加工制作而成的管道.在进行管道生产的时候,工作人员首先需要对于管道进行冷弯加工然后再进行高频焊接将其制作成方形管道.但是如果想要指制作成耐腐蚀性更好的宁波方管的话,工作人员还需要对于成型的冷弯空心方管进行热镀锌处理.因为镀锌操作大大提升了方管的耐腐蚀性并延长的管道的使用寿命,所以这种方形管道的使用寿命也得到了延长.不管是在钢铁建设项目中还是在机械制作等等行业里面,这种宁波方管的使用都是非常常见的.毛巾折叠机生产厂家的相关工作人员介绍说,此外,在进行太阳能发电架支架生产的时候,这种宁波方管的使用也是必不可少的. 在如今方管应用范围非常广,可大家了解它们的材质吗?了解材质才能买到合适的方管,今天方管厂家给大家带来了方管材料的简介:顾名思义,它是种方形体的管型,很多种材质的物质都可以形成方管体,它介质于,干什么用,用在什么地方,大多数方管以钢管为多数,经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要的长度。一般是50根每包方管在现货方面以大规格居多在10*10*0.8-1.5~~500*500*10-25,方管按用途分为结构方管,装饰方管,建筑方管,机械方管等。客户了解材质才能买到合适的方管来用知识 方管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平。 一般钢材市场上常见的,出现频率多的,使用率高的是宁波方管(热宁波方管),但是现在出现了一个名词镀锌带方管,他们两有什么区别呢? 镀锌带方管是使用镀锌带钢一般在0.6MM-2MM之间,加工一次成型、规格在15*15-100*100。防腐的时间没有热宁波方管的时间长。 宁波方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管;或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌。 宁波方管和镀锌带方管都能电焊,但是镀锌带方管的电焊只能用2.5的电焊条,电流调到80A,如果行有条件用亚氟焊或氧焊好一些。 而镀锌带方管是用镀锌带钢加工一次成型、防腐的时间没有热镀锌的时间长、热镀锌的是黑方管加工出来的。在到宁波方管厂家去镀锌。经过1000度高温,一般壁厚比较薄的不做热镀锌。 还有就是质量和分类上的差别,宁波方管可以加工成冷热宁波方管,而镀锌带方管不能做成热宁波方管的,因为它的壁厚比较薄,所以相比,热宁波方管比镀锌带方管的价格要高些,镀锌层要厚些,保存时间页要长些。



宁波焊接方管在焊接变形的理论上,我们可以知道,焊接方管大尺寸的焊缝,就导致变形越大,焊接方管焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊接方管焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。还有另一方面是从焊接方管焊接变形理论可知,影响焊接方管焊接变形大小的主要因素是:焊接方管焊缝尺寸越大,熔敷金属越多,变形越大;焊接方管焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接方管焊接大长焊缝时,分段比直通焊变形要小;焊接方管焊缝布置不对称或虽布置对称但不对称焊接,焊缝部位偏离越严重,变形越大;构件刚性越小,变形越大。焊接方管焊接规范是通过工艺试验和工艺分析,在确定焊接方管对接焊缝采用双二氧化碳气体保护电弧焊,焊接 层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是 层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。



杰达通钢管有限公司总经理率全体员工衷心感谢社会各界的关心、支持与厚爱,竭诚欢迎广大海内外朋友前来参观,光临指导,惠顾洽谈,共谋发展大计,同创美好明天。


宁波焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。







 扫一扫
扫一扫